KEINE ANAEROBE VERGÄRUNG: NEUES, UNKOMPLIZIERTES AIRJET-SYSTEM GEWÄHRLEISTET EINHALTUNG VON EINLEITPARAMETERN ZUVERLÄSSIG
In vielen Fällen müssen industrielle Molkereiabwässer spezielle Kriterien hinsichtlich des chemischen Sauerstoffbedarfs (CSB) sowie des Phosphor- und Stickstoffgehalts erfüllen und daher im Betrieb vorbehandelt werden, bevor eine Direkteinleitung in die Kanalisation erfolgen kann.


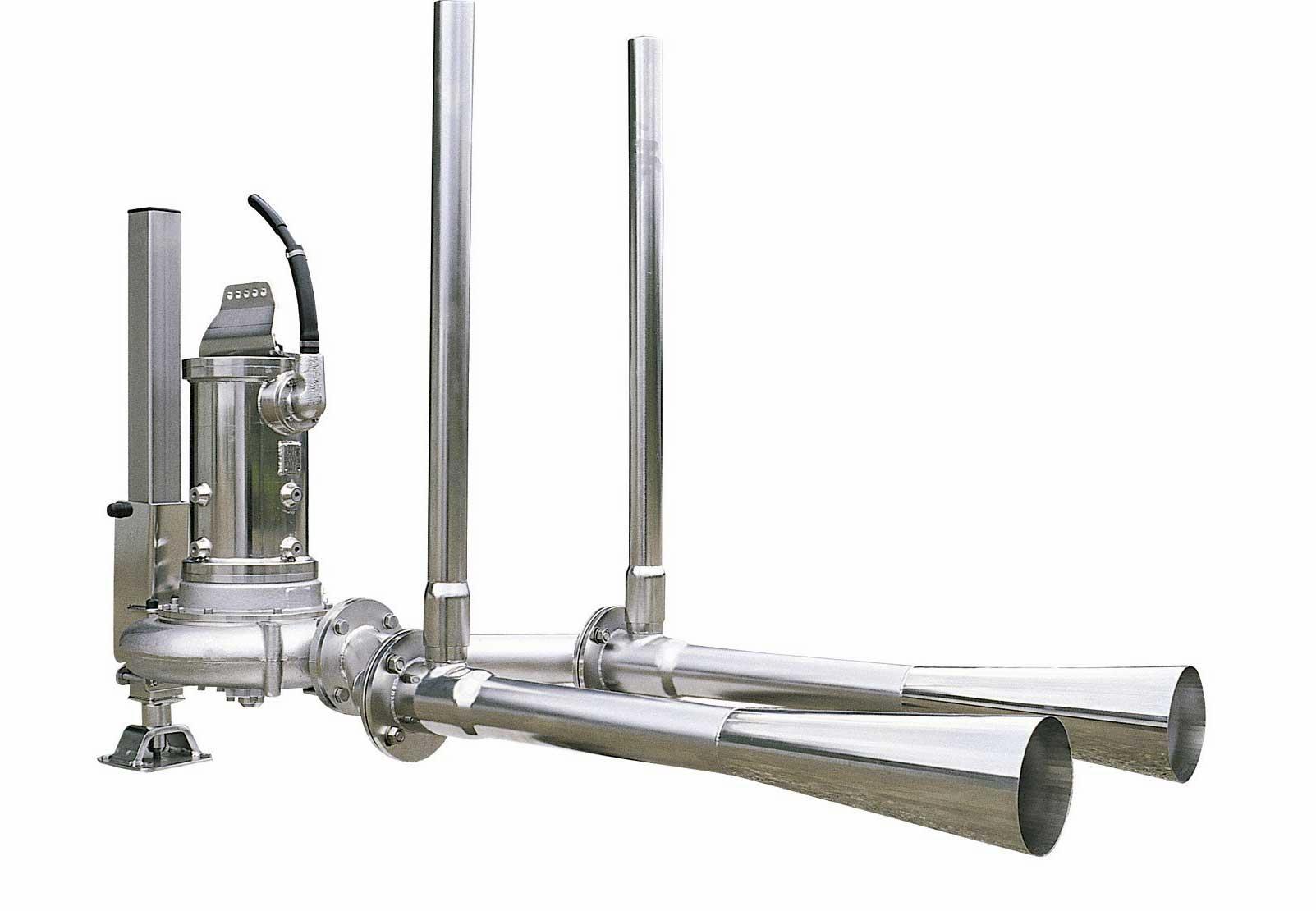
Um die geforderten Parameter stabil einzuhalten und damit unter anderem eine anaerobe Vergärung der Biomasse und die damit einhergehende Geruchsbelästigung zu verhindern, setzt die frischli Milchwerk Weißenfels GmbH zur Belüftung und Durchmischung des Abwassers seit 2014 drei AirJet-Systeme der Landia GmbH ein. Dabei handelt es sich jeweils um eine Kombination aus einer Chopperpumpe und zwei angebauten Venturi-Ejektoren, die für eine effiziente Sauerstoffanreicherung des Abwassers selbst in Bodennähe sorgen, die Belebung fördern und Ablagerungen verhindern. Durch die Konstruktion aus rotierenden und feststehenden Messern und einem offenen Flügelrad eignet sich die Belüftungslösung auch für schwierige Medien mit hohem Trockenstoff-Gehalt. AirJet ist sogar im gefüllten Tank äußerst leicht zu installieren und zu regeln, weil das selbstansaugende System keine Druckluftzufuhr benötigt.
Am Standort Weißenfels stellt das Molkereiunternehmen frischli Milchwerke im 3-Schicht-Betrieb neben H-Milch vor allem Speisequark her, das dort produzierte Abwasser setzt sich entsprechend in der Regel aus Eiweißen, Milchzucker, Milchfett sowie Reinigungs- und Desinfektionsmitteln zusammen. „Wir sammeln dieses Abwasser in einem Tank mit einem Fassungsvermögen von 1.200 m³, in dem immer ein Füllstand von 50 Prozent eingehalten wird“, erklärt Henner Schumann, Werkleiter beim frischli Milchwerk Weißenfels. „Dort wird auch die Vorbehandlung durchgeführt.“
Dabei wird das Medium permanent belüftet, durchmischt und homogenisiert, um die notwendigen Einleitparameter zu erreichen: Bei der Direkteinleitung muss ein Phosphor-Gehalt von < 25 mg/l, ein Stickstoff-Gehalt von 150 mg/l sowie ein CSB-Wert von 1.800 mg/l eingehalten werden. „Der Sauerstoffüberschuss muss gegeben sein, um eine anaerobe Vergärung der Biomasse auszuschließen, durch die sonst Faulgase und damit eine Geruchsbelästigung entstehen würde“, erläutert Cord Cassens, Experte für Abwasserbelüftung und Vertriebsleiter bei der Landia GmbH. „Der Sauerstoff muss überall im Behälter vorhanden sein, daher ist eine homogene Durchmischung entscheidend.“
Effiziente Durchmischung mit Luftsauerstoff
Seit dem ersten Quartal 2014 übernehmen diese Aufgabe im sachsen-anhaltischen frischli Milchwerk drei speziell hierfür konzipierte AirJet-Systeme von Landia. Diese setzen sich aus einer MPTK-I 105-Chopperpumpe mit Edelstahlflügelrad und einer Leistung von 18,5 kW sowie aus drei Venturi-Ejektoren mit Diffuser, Stoffschieber und Verrohrung zusammen. Dabei wird das Abwasser mittels der Pumpen in den Ejektoren mit Luftsauerstoff gemischt und zurück in den Behälter injiziert: „Die Flüssigkeit wird durch die Düse des Ejektors in die Mischkammer gepumpt“, so Cassens. „In der Düse erhöht sich die Geschwindigkeit und es wird ein stabiler Unterdruck erzeugt, wodurch Luft durch das Saugrohr eingesaugt wird.“
Anschließend werden Luft und Flüssigkeit in der Mischkammer kräftig vermischt. Dieser Prozess erreicht in der turbulenten Zone des Ejektors seinen Höhepunkt, danach tritt das Gemisch unter hohem Druck aus dem Ejektor aus. Auf diese Weise wird selbst in der Nähe des Tankbodens eine optimale Sauerstoffanreicherung und Homogenisierung erreicht, Ablagerungen verhindert sowie eine bessere Reinigungsleistung erzielt. Bei einer Spitzenbelastung ist zudem ein erhöhter O2-Eintrag möglich.
Installation im gefüllten Tank
Damit dieser Prozess selbst bei besonders schwierigen Medien reibungslos und effizient ablaufen kann, verfügen die eingesetzten Chopperpumpen über rotierende und feststehende Messer vor der Einsaugöffnung, die dafür sorgen, dass eventuelle Trockenstoffanteile zerkleinert werden, bevor sie in die Pumpe und die Düse der Ejektoren gelangen. Das verhindert eine Verstopfung der Ansaugöffnung, des Pumpenabganges und damit auch der Ejektoren. Zudem stellt ein offenes Flügelrad sicher, dass keine Fremdpartikel das Pumpengehäuse blockieren. Darüber hinaus ist die vordere und hintere Bodenplatte mit Leitspuren versehen, die den Transport von Trockenstoffanteilen durch das Pumpengehäuse zum Pumpenabgang verbessern und eine Ansammlung von Fremdkörpern um das Dichtungssystem verhindern. Die Zerkleinerung der Trockenstoffteile stellt aber nicht nur einen störungsfreien Betrieb sicher, sondern unterstützt gleichzeitig auch die Belebung und die Geruchsminderung.
Im Gegensatz zu vielen anderen Belüftungssystemen ist AirJet besonders leicht zu installieren und zu regeln, unter anderem weil die selbstansaugende Lösung keine Druckluftzufuhr benötigt. Neben Kompressoren, die somit entfallen, sind auch bodenmontierte Diffusoren oder komplizierte Regelsysteme nicht notwendig. „Diese Lösung kann problemlos in vorhandenen Tanks montiert werden“, erläutert Cassens. „Es ist nicht einmal erforderlich, den Tank vor der Montage zu entleeren.“ Auch der Geräuschpegel fällt im Vergleich zu alternativen Lösungen deutlich geringer aus. Bei frischli hat sich die Landia-Lösung mittlerweile bewährt: „Wir haben mit dem System sehr gute Erfahrungen gemacht“, so Schumann. „Alle geforderten Einleitparameter werden stabil eingehalten.“
Pumpenleistung zwischen 3 und 30 KW
Generell sind AirJets mit Pumpenleistungen zwischen 3 und 30 kW und damit einhergehend mit unterschiedlichen Düsen für verschiedene Durchflussmengen lieferbar. „Maximal ist eine Sauerstoffzufuhr gemäß SOTR von bis zu 1,2 kg O2/kWh möglich“, erklärt Cassens. Zudem kann durch die Laufzeiten regulierend in den Belüftungsvorgang eingegriffen werden. Die AirJets können in Abhängigkeit vom Prozess und den jeweiligen Anforderungen mit ein oder zwei Edelstahl-Ejektoren ausgestattet werden. Die dazugehörigen Chopperpumpen, die es sogar als Modell mit Tauchmotor gibt, sind in säurebeständigem Edelstahl, Gusseisen oder in einer kombinierten Ausführung erhältlich.
Hintergrund
Die Unternehmensgruppe frischli Milchwerke, zu der neben dem Hauptsitz im niedersächsischen Rehburg/Loccum zwei Tochterunternehmen im sachsen-anhaltischen Weißenfels und im bayerischen Eggenfelden gehören, verarbeitet im Jahr etwa 785 Mio. kg Milch und erwirtschaftet einen Umsatz von circa 500 Mio. Euro. frischli stellt ein umfangreiches Sortiment an haltbaren sowie einige frische Molkereiprodukte her: Nach der Firmengründung im Jahr 1901 wurde zunächst frische Milch, später auch Milchpulver und Sahne produziert.1974 wurde das Sortiment um Milchmischgetränke erweitert und bis 1978 folgten haltbare Schlagsahne und „Creme frischli“ sowie Kaffeesahne und Küchensahne. Nach der Übernahme des Milchwerkes Weißenfels wurde 1995 die früher produzierte Ostmarke „Leckermäulchen“ wieder eingeführt, die heute zu einer wichtigen eigenständigen, gesamtdeutschen Marke geworden ist. Beliefert werden neben Endverbrauchermärkten auch Großverbraucher und die Gastronomie. Besonders Sahne und das im Jahr 2000 eingeführte Puddingsortiment haben sich zu einem wichtigen Standbein des Unternehmens entwickelt. Insgesamt beschäftigt frischli etwa 700 Mitarbeiter.
Die Landia GmbH ist die deutsche Tochter der dänischen Landia A/S, die 1933 in Westjütland gegründet wurde, wo sie bis heute ihren Sitz hat. In den ersten Jahren konzentrierte sich das Unternehmen auf die Entwicklung und Verbesserung mechanischer Geräte für die Landwirtschaft. 1950 erfand der Gründer Christian Ølgaard die erste effiziente elektrische Pumpe mit rotierenden Messern. Das Prinzip dieser „Messer-Pumpe“, auf deren Effizienz und Qualität die weitere Produktentwicklung bei Landia aufbaute, kommt heute in sogenannten Chopperpumpen weltweit zum Einsatz. Ab Anfang der 1970er Jahre begann das Unternehmen auch Tauchmotorpumpen und tauchbare Rührwerke zu entwickeln und nahm den Export in die benachbarten Märkte in Skandinavien und Nordeuropa auf. In den 80er und 90 Jahren wurde das Produktportfolio an Pumpen, Strömungserzeugern und Belüftungssystemen für die Abwasserbehandlung komplettiert. Auf der Grundlage erprobter Konstruktionen werden seither auch Speziallösungen für verschiedene Branchen entwickelt – für Kläranlagen ebenso wie für die Lebensmittelverarbeitung, Biogas-Anlagen, die Landwirtschaft oder die Industrieproduktion –, wobei der Schwerpunkt auf der Hantierung schwieriger Flüssigkeiten liegt. Ende des Jahres 2014 hatte Landia 120 Mitarbeiter, 90 davon in Dänemark und 30 in den ausländischen Vertriebsgesellschaften, unter anderem in Deutschland. Derzeit ist Landia durch 43 Händler in 32 Ländern vertreten und der Exportanteil macht 75 Prozent des gesamten Umsatzes aus.
0 results